



La fabrication d’une capsule de champagne
Brevet n° 60860, en date du 4 novembre 1863,
A M. BETTS, pour des perfectionnements dans la fabrication des capsules métalliques pour bouteilles, flacons et autres vases, ainsi que dans les appareils ou moyens d’appuyer et de fixer ces capsules de champagne.
La fabrication d’une capsule de champagne
Cette invention se rapporte :
1° A un nouveau système de fabrication des capsules métalliques spécialement applicables aux bouteilles contenant le Champagne et autres vins de même nature ;
2° Aux moyens de fixer ou d’appliquer les capsules ;
3° A une nouvelle forme de capsules métalliques destinées à s’appliquer proprement sans faire aucun pli, sur un bouchon faisant saillie ou sur toute fermeture de bouteille ou de vase quelconque faisant également saillie ;
4° A l’application ou à la production de marques de commerce comprenant deux ou plusieurs couleurs sur lesdites capsules.
Je ferai remarquer, en ce qui concerne la première partie de cette invention que, dans le commerce du vin de Champagne, on a l’habitude d’entourer le goulot de la bouteille d’une feuille d’étain très-mince, lorsque cette bouteille a été bouchée, dans le but de recouvrir et de dissimuler le vide ou espace libre qui est laissé dans le goulot par l’opération d’enlevage des sédiments qui se réunissent dans le goulot pendant les premiers mois qui suivent la mise en bouteille.
L’opération qui consiste à entourer le col de la bouteille est lente et difficile ; en outre, l’application de la garniture ne donne aucune garantie sur la réalité du vin et n’empêche nullement le bouchon d’être détruit par les insectes. On a toujours cherché jusqu’ici à obtenir une capsule métallique qui pût servir non-seulement à recouvrir le bouchon, mais encore à remplacer la feuille d’étain en dissimulant le vide ou espace libre produit dans le goulot de la bouteille, en ayant de plus l’avantage d’apporter une garantie certaine contre la fraude par l’impression ou l’estampage d’une marque de fabrique, qu’il serait impossible d’enlever pour la rappliquer sur d’autres bouteilles. On aurait ainsi des vins bien bouchés dont la source et la qualité seraient certaines. Jusqu’ici, on n’est pas encore parvenu à trouver un système de capsules remplissant les différentes exigences ci-dessus signalées.
On n’a encore obtenu jusqu’à ce jour que des capsules de métal doux ne dépassant pas 66 millimètres de longueur et qui seraient tout à fait impropres à la réalisation des conditions ci-dessus mentionnées. Cette capsule n’a pas moins de 95 millimètres ; pour produire cette augmentation de longueur, il est nécessaire de modifier les appareils existants employés jusqu’ici pour la fabrication des capsules métalliques. En premier lieu, il est nécessaire d’employer une machine plus puissante, puisque le disque de métal dont la capsule est composée doit être plus épais et plus fort que les disques ordinaires. Les dimensions des étampes ou poinçons au moyen desquels on obtient les capsules doivent être augmentées en raison de l’excès de longueur de la capsule, et leur nombre est également plus grand, afin d’obtenir l’allongement successif des capsules. Les machines à capsules employées jusqu’à présent sont munies d’au plus treize étampes, nombre qui correspond environ à la production de capsules de 66 millimètres de long ; mais j’ai trouvé qu’il était nécessaire dans la pratique, pour obtenir des capsules de 110 millimètres de long, de ne pas employer moins de dix-huit poinçons et d’ajouter un volant sur l’arbre de transmission que porte la disposition actionnant les excentriques dont la course doit aussi être considérablement augmentée.
J’ai trouvé qu’en pratique une course de 27 centimètres répondait au but cherché. Ces observations se rapportent aux modifications exigées par la machine à faire les capsules ; on peut employer d’autres machines munies de séries de poinçons alternatifs, ou bien la capsule peut être repoussée, si on le préfère, par des outils ou poinçons à main.
Fig. 1, nouvelle capsule à Champagne dont l’extrémité fermée peut être de forme arrondie ou hémisphérique.
Fig. 2, vue du disque de métal servant à produire cette capsule.
Le premier mandrin estampeur et son dé sont représentés fig. 3.
A, mandrin.
B, dé.
Le disque plat est placé dans l’espace étroit ou chambre a, ! vis-à-vis le dé ; puis il est poussé en avant dans le dé pour prendre une forme légèrement concave.
La capsule ainsi produite est transportée au second mandrin C, fig. 4, et se trouve forcée dans le dé ou plaque d’étirage D dont l’ouverture circulaire est d’un diamètre un peu plus petit que celui du dé précédent B, de sorte que le métal de la capsule sera légèrement étiré entre le mandrin et le dé, ce qui allongera la capsule en même temps que le diamètre diminuera.
On continue cette action d’étirage à travers une série de quinze mandrins et dés dont les diamètres sont de plus en plus petits, de manière que la capsule se trouve transportée d’un mandrin à l’autre, soit par une disposition automatique, soit de toute autre manière convenable.
En arrivant à la quinzième série de mandrins et de dés, fig. 5, la capsule est poussée partiellement à travers le dé D, de manière à produire un épaulement b b vers son extrémité ouverte.
La capsule est ensuite transportée au seizième mandrin et au dé, fig. 6 ; on la pousse sur une distance un peu plus courte que dans le premier cas à travers le dé E, de manière à produire un second épaulement ce sur la capsule que l’on transporte au dix-septième mandrin et au dé, fig. 7, qui produit un troisième épaulement d d.
Le but de cette contraction graduelle de la capsule vers une de ses extrémités est de faciliter et de produire la forme conique que l’on obtient au moyen du dix-huitième mandrin et dé, fig. 8.
Dans ce dé, il ne se produit aucun étirage du métal ; il y a simplement aplatissement des épaulements formés sur la capsule par les trois séries précédentes de mandrins et de dés et formation définitive de la conicité de la capsule. L’opération finale du coupage de l’extrémité de la capsule à la longueur convenable est effectuée au moyen du dé et du mandrin, fig. 9, formant la dernière et dix-neuvième série d’instruments exigés pour la formation d’une capsule métallique pour bouteilles à champagne.
Ce dé F porte un bord tranchant, et le mandrin G est muni d’un épaulement en ce qui, en venant en contact avec le bord j du dé, coupe la partie arrière de la capsule entre le dé et le mandrin, et sépare ainsi d’un seul coup l’extrémité arrière de la capsule de la partie antérieure.
Quand on veut produire une marque de fabrique sur l’extrémité fermée de ces capsules, je préfère former cette marque pendant le temps de la fabrication, par un estampage soit uni, soit coloré en deux ou plusieurs couleurs. Pour appliquer la capsule à champagne au col de la bouteille, j’emploie l’appareil représenté pl. 1 : Cet appareil constitue le second point de cette invention.
Fig. 10, plan général de l’appareil qui sert à fixer et estamper la capsule.
Fig. 11, section faite suivant la ligne 1-2, fig. 10.
Fig. 12, section longitudinale du second instrument qui replie les barrettes formées sur la capsule de champagne.
Fig. 15, section transversale du même instrument montrant la position des bavures avant qu’elles aient été rabattues.
Fig. 16, 17 et 18, sections transversales de la capsule aux différents degrés de son application sur le col de la bouteille.
A, table ou support de l’appareil.
B, coussinets sur lesquels repose la bouteille C couchée horizontalement pendant la fixation de la capsule D.
E, arrêt ou support contre lequel porte le fond de la bouteille. Ce support peut glisser sur la table et s’assujettir au moyen de vis, de manière à pouvoir se prêter aux différentes longueurs de bouteilles placées dans l’appareil.
Lorsque la capsule a été placée sur le goulot de la bouteille et qu’on l’a bien disposée par rapport au bouchon , on place le goulot de la bouteille dans la matrice G.
On abaisse alors, comme on le voit fig. 12 et 13, la contrepartie H du moule qui pivote à charnière en G.
La fermeture de la matrice ou du moule a pour effet d’appliquer la capsule sur le goulot d’une manière égale ; le métal en excès se trouve pincé entre les faces planes du moule, fig. 13, et, lorsque la bouteille est enlevée, la capsule présente l’aspect indiqué fig. 16, c’est-à-dire qu’elle porte de chaque côté deux bavures a a s’étendant de la partie supérieure de la bouteille sur toute l’étendue de la capsule.
Le goulot de la bouteille est alors placé dans la matrice I sur laquelle sont disposées les deux contre-matrices K, L, fig. 10, 14 et 15.
Dans la matrice inferieure I est ménagée une coulisse ou rainure, fig. 15, destinée à recevoir une des bavures a ; la bavure opposée qui se trouve en dessus vient alors se rabattre le long de la capsule lorsque l’on abaisse la contre-matrice H, et présente l’aspect vu fig. 17.
On enlève la bouteille et on replace le goulot, de manière à disposer la bavure droite en dessus pour la recourber par le même moyen. La capsule avec bavures rabattues se trouve représentée fig. 18.
Pour éviter toute tentative de fraude, j’estampe le nom du fabricant sur une ou sur les deux bavures repliées au moyen du dé métallique M logé à l’intérieur de la contre-matrice L.
On a soin de ménager dans ces appareils l’espace nécessaire pour recevoir le bouchon et la cordeline de la bouteille, sans produire aucune pression sur ces parties. Pour adoucir et polir la capsule sur le goulot de la bouteille et la rendre prête à recevoir la marque, je la passe à travers toute machine déjà connue et employée à cet effet ; mais ce pendant je donne la préférence à la machine vue fig. 19 et 20.
Fig. 19, section verticale longitudinale de cette machine ou de cet appareil.
Fig. 20, vue de face dont on a enlevé la partie qui supporte la bouteille pour mieux montrer le disque rotatif et les cordes de compression de cette machine.
A, plaque de fondation de l’appareil, sur laquelle sont disposés les deux montants B, C.
Le montant B sert à supporter une extrémité du bâti métallique D, dont l’autre extrémité est fixée au montant C.
Ce bâti D porte le bâti E mobile qui glisse librement sur lui, une de ses extrémités passant à travers des ouvertures ménagées dans le montant C.
Cette extrémité du bâti mobile est reliée par des liens ou chaines F F au segment G monté sur l’arbre H, de telle sorte qu’en faisant tourner partiellement cet arbre dans la direction de la flèche au moyen de la poignée I mue par le genou de l’ouvrier, les segments attireront en avant le bâti E et avec lui la bouteille à capsuler, laquelle est couchée horizontalement sur le chariot au support K fixé au bâti mobile.
L, disque de métal fixé sur la face de la boite tournante ou chambre M disposée dans la tête du montant C.
Ce disque a une ouverture centrale aboutissant à l’intérieur de la boite ; contre cette ouverture presse un petit plateau ou disque interne sur lequel la pression est exercée par un ressort à boudin. Ce ressort m a pour effet de repousser la bouteille en arrière, lorsqu’elle a été introduite dans la boite par le mouvement du chariot.
a, a, a, fortes cordes passant sur les poulies-guides b, b, b et pénétrant dans des trous ménagés sur la face du disque rotatif ; les cordes sont fixées à ces trous par une de leurs extrémités ; la partie inférieure est fixée à des goujons c, c disposés dans le bâti mobile vertical N.
Ce bâti porte la partie inférieure d’une boite à ressort de télescope, et cette partie se meut ou glisse librement dans la partie supérieure et stationnaire P de la boite fixée à la tête du montant C. L’action du ressort Q, contenu dans l’intérieur de cette boîte, est de maintenir les trois cordes dans un état de tension convenable.
R, arrêt ajusté latéralement sur l’extrémité du chariot ou porte-bouteille K ; il a pour but de centrer les bouteilles de différents diamètres sur le chariot, de sorte que le goulot de la bouteille coïncide toujours avec l’ouverture centrale du disque rotatif, les côtés de la bouteille étant maintenus convenablement quand elle est ajustée sur l’appareil, comme on le voit par les lignes ponctuées, fig. 19.
Dans l’opération qui consiste à fixer et finir la capsule métallique au moyen de cette machine, la bouteille est placée horizontalement son chariot ou support K.
La poignée est alors légèrement mue par le genou de l’ouvrier, qui amène ainsi l’extrémité du goulot dans la boite ou chambre M. On fait légèrement tourner, au moyen de la poignée S, la boite et le disque L ; ce mouvement force les cordes a, u à former la capsule autour du goulot par suite de la position qu’elles prennent, comme on le voit en traits ponctués, fig. 20, et par la pression qui en résulte ; par suite du mouvement en avant de la bouteille sur sou chariot, la capsule sera appliquée également tout autour du goulot de la bouteille.
Fig. 21, 22 et 23,… différentes formes de capsule.
L’avantage de ces capsules est d’être plus propres et plus nettes quand elles sont appliquées sur des bouteilles ou vases semblables ayant un bouchon saillant. A cet effet, je modifie ou altère la forme de la couronne de la capsule, fig. 21, 22 et 23
Fig. 24, 25 et 26, application des différentes capsules.
Fig. 21, capsule destinée à se fixer d’une manière étanche et avec soin sur et autour d’un bouchon saillant, fig. 24.
Un petit capuchon a, de la forme et de la dimension de la partie saillante du bouchon, est formé à l’extrémité de la capsule. Le plus grand diamètre b de la capsule est, dans tous les cas, disposé pour s’ajuster sur la cordeline de la bouteille.
Fig. 22, forme de capsule dans laquelle le capuchon est remplacé par une partie tronconique dont la petite base vient se fixer sur le sommet du bouchon saillant, fig. 25, tandis que le plus grand diamètre correspond à celui de la cordeline de la bouteille. Il se forme évidemment sur les côtés du bouchon, entre sa partie supérieure et les bords de la cordeline, un vide semblable à celui qui existe dans les fermetures de cuir, papier, parchemin, etc.
Cette forme de capsule sera généralement employée pour la parfumerie, par exemple, parce que la bouteille a une apparence plus régulière qu’avec tous les autres systèmes, et qu’on peut, en outre, estamper la marque de fabrique du commerçant sur la capsule.
Fig. 23, deux autres vues de capsules semblables, disposées pour les fermetures à bouchon de verre.
Fig. 26, application de ces capsules.
Pour faire des capsules de ce genre, il suffit de modifier légèrement la forme des extrémités des derniers mandrins employés dans la fabrication.
Fig. 27, dernier mandrin et dé. L’extrémité de ce mandrin est arrondie au lieu d’être plate, de manière à préparer la capsule à recevoir la dernière opération qui a pour but de produire le petit capuchon a, si l’on veut obtenir une capsule semblable à celle fig. 21, ou la conicité nécessaire, si l’on veut faire une capsule semblable à celles fig. 22 et 23.
On peut cependant former l’extrémité de la capsule au moyen d’un seul mandrin et d’un seul dé.
Pour faire la capsule, fig. 21, je préfère employer deux mandrins, fig. 27 et 28 ; celui, fig. 27, formant un chapeau conique, et celui, fig. 28, finissant le capuchon au moyen d’une bague a insérée dans le dé conique b ; l’extrémité du mandrin étant disposée avec une saillie qui pénètre dans la bague et force la capsule à y entrer.
En employant différentes dimensions de bagues et de poinçons pour correspondre aux diamètres des capuchons, on peut arriver à obtenir des capuchons plus longs ou plus courts et plus ou moins larges.
Ces capsules peuvent être fixées au goulot de la bouteille par l’un des moyens connus. Par rapport au quatrième point de l’invention, je propose d’adopter un système qui me permet de produire des marques de fabrique ou autres dessins de deux, trois ou plusieurs couleurs sur la même capsule. A cet effet, si l’on demande, par exemple, une capsule estampée reproduisant une marque de fabrique rouge au centre avec le nom de la maison en lettres jaunes entourant la partie centrale, et un fond bleu, bronze ou de toute autre couleur, fig. 29, j’opère nomme suit : On colore en jaune toute l’extrémité de la capsule sur laquelle le nom de la maison doit apparaître, et en rouge la partie centrale qui doit porter la marque, fig. 30. La matrice employée à cet effet porte gravés en creux ou en relief les noms de la maison et la marque. Avant de presser la capsule contre la matrice, je recouvre le fond ou partie plane de celle-ci de couleur bleue ou autre nuance contrastant avec celles rouge et jaune, fig. 31 ; je peux également bronzer ou argenter ce fond au moyen de poudres convenables si l’on veut obtenir sur la capsule un fond bronze ou argenté. Je recouvre la surface de la matrice d’un vernis adhérent ; ainsi préparé, j’estampe la capsule au moyen de cette matrice et j’obtiens le nom et la marque de commerce soit en relief, soit en creux.
Si je veux l’obtenir en relief, la matrice doit être gravée en creux ; il arrive alors que la couleur du fond qui se trouve sur la surface de la matrice vient s’appliquer sur la partie de la capsule qui forme le fond, tandis que les lettres restent en relief avec leur couleur naturelle, fig. 29. Si le vernis a été appliqué sur la matrice, on peut saupoudrer de poudre métallique l’extrémité de la capsule sur laquelle le vernis s’est reporté; la poudre ne s’attachera qu’aux parties où le vernis a été appliqué, et le résultat sera une marque de fabrique d’un genre tout nouveau supprimant toute espèce de fraude.
Ce brevet est ainsi très instructif sur le moyen de fabrication d’une capsule de champagne avec les techniques du XIXè siècle, à ne pas confondre avec les capsules pour ranger les pièces de monnaies.
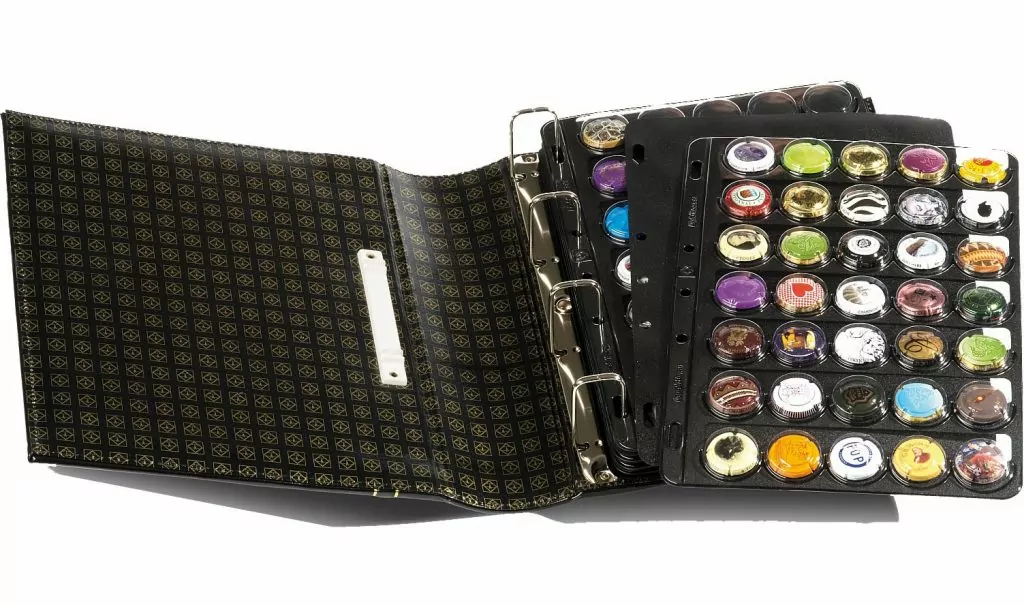
L’album pour ranger les capsules de champagne
Pour le rangement des plaques de muselets de champagne, il existe de nombreux matériels de classement, comme les classeurs ou les albums, dont notamment : l’ « Album capsules champagne ».







{kind=link}
{kind=link}
{kind=link}